At the 2025 Indonesia Mining Conference & Critical Metals Conference - Aluminum Industry Forum, Hu Guojing, Technical Director of Jiangsu Lvtianhe Energy Conservation and Environmental Protection Technology Co., Ltd., shared insights on the topic of "Carbon-Saving Technology and Detection Standards for Anti-Oxidation Functional Ceramic Coatings on Electrolytic Aluminum Anodes."

Technical Solution
Pain Points in the Electrolytic Aluminum Industry
Anodising:
The anode is a key raw material in aluminum electrolysis, and its performance directly impacts production and economic indicators such as current efficiency, primary aluminum quality, raw material consumption, and labor intensity.
Carbon is prone to oxidation at temperatures above 500°C, leading to high net anode consumption, oxidation slagging, and uneven consumption. Therefore, improving the oxidation resistance of carbon anodes is of great significance for cost reduction, efficiency enhancement, and stable production.
Impact of Oxidation:
Increased Net Anode Consumption
1. A significant increase in net anode consumption and higher costs;
2. Reduced anode cycle, increased frequency of anode changes, and increased disturbance to the thermal balance of the electrolytic cell.
Irregular and Thin Residual Anodes
1. Prone to causing bottom exposure and claw melting, reducing the quality of primary aluminum;
2. Causing uneven anode growth and consumption.
Carbon Slag in Electrolyte
1. Carbon slag leads to a loss of current efficiency;
2. Increases the workload of employees;
3. Carbon slag is classified as hazardous waste, increasing disposal costs.
Impact on Thermal Balance
1. Affects the thermal balance of the electrolytic cell;
2. Increases the effect coefficient.
Composition of Anode Consumption
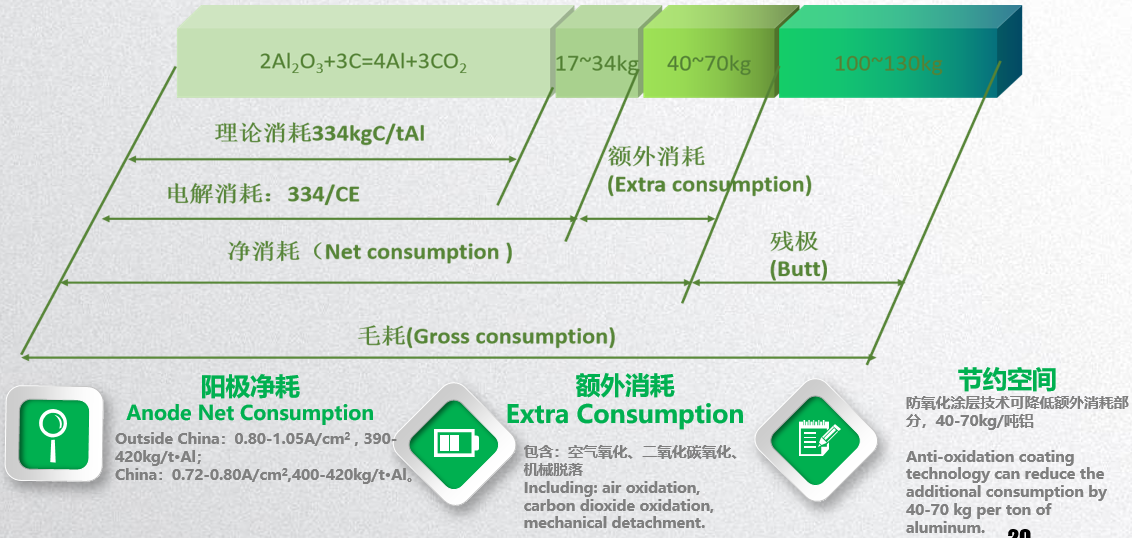
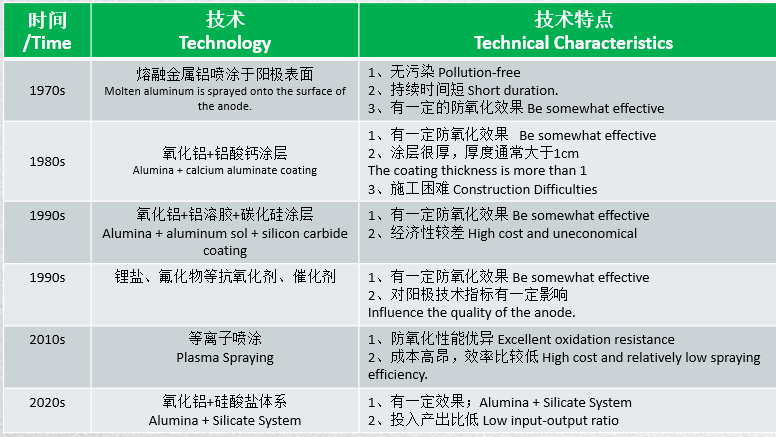
Development of Anode Anti-Oxidation Technology
Key factors limiting technological development: 1. Anti-oxidation effectiveness; 2. Cost investment. Only by creating value for customers can a technology be truly valuable!
Solution - Anode Anti-Oxidation Nano-Ceramic Coating Technology
An automatic or manual spraying machine is used to apply a 0.3-0.4mm nano-ceramic coating to the sides and part of the top surface of the anode. After natural drying and curing, a dense ceramic protective layer is formed on the anode surface, effectively isolating air and carbon dioxide, reducing oxidation burn loss, and thus extending the anode's service life.
Characteristics of Traditional Ceramic Coatings
High strength, high brittleness; high-temperature resistance, stable chemical activity; poor wettability with carbon materials.
1. Experimental conditions: 900°C, air atmosphere, duration: 5 days of calcination (120 hours); results: oxidation burn loss <1.5%, adhesion deteriorated, significant peeling observed;
2. Experimental conditions: 900°C, air atmosphere, duration: 168 hours; results: oxidation burn loss rate >30%, indicating rapid coating failure.
Advantages and Disadvantages of Traditional Ceramic Coating Products
Advantages: 1. Good compactness; 2. Strong adhesion at room temperature; 3. High hardness; 4. Good short-term protection;
Disadvantages: 1. Poor wettability; 2. Poor thermal shock resistance of the coating.
Morphology of Coated Carbon Blocks After Thermal Shock
Thermal shock conditions: 900°C muffle furnace, air atmosphere. For the first 24 hours, remove the carbon blocks every 8 hours, cool them to room temperature, then heat them back to 900°C. Repeat this thermal shock process three times. Remove the blocks after continuous calcination in the muffle furnace for 48 hours.
Results: Obvious thermal shock cracks on the coating surface, poor coating adhesion; multiple oxidation pits on the carbon blocks; oxidation loss > 18%;
Explanation: After thermal shock, local cracking occurs in the ceramic coating. After local oxidation, rapid diffusion occurs at the bonding interface, leading to coating failure.
Lvtianhe - Principles of New Generation Functional Ceramic Technology
Lvtianhe - Principles of New Generation Functional Ceramic Technology
Low-Temperature Densification: Specific alumina nano-powder undergoes low-temperature curing under the action of nano-adhesive and catalyst, with particle bonding and sintering densification above 500°C.
High-Permeability Self-Healing: Active materials fill voids at high temperatures and penetrate into anode micropores, enhancing permeability and adhesion.
Ceramic Toughening: Adding ceramic whisker toughening materials to improve toughness, interface bonding, and thermal shock resistance.
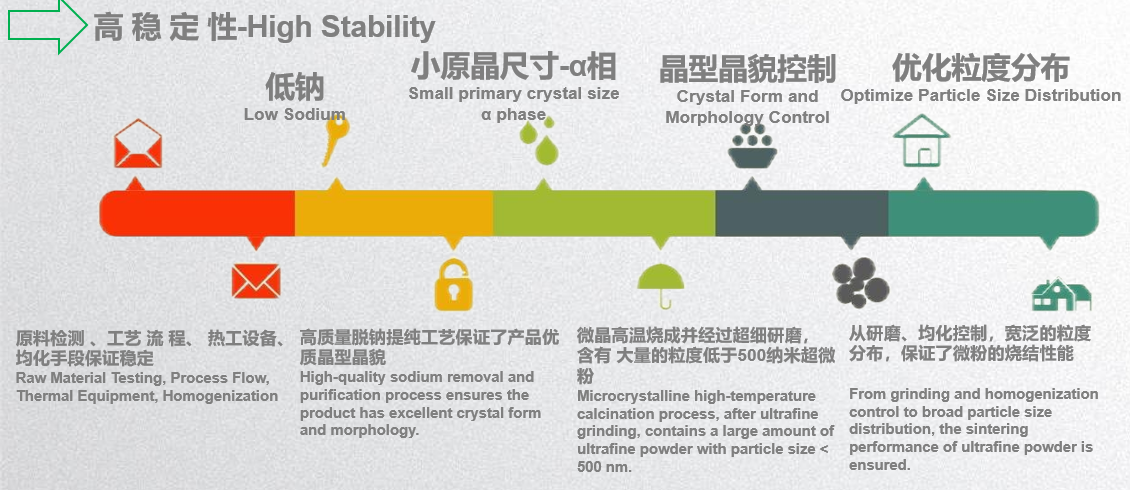
Core Technologies
Preparation Technology of Nano-Ceramic Powders: 1. Preparation technology of low-sodium microcrystalline alumina micro powder; 2. Control technology of alumina micro powder crystal form and morphology; 3. Particle size composition and optimization technology; 4. Ultra-fine powder dry deagglomeration technology.
Core Technologies of Generation II Anti-Oxidation Coating: 1. Improve coating adhesion; 2. Enhance high-temperature toughness of the coating and improve thermal shock resistance; 3. Enhance high-temperature permeability of the coating;
Automated Spraying Robot: Optimize anode transportation tracks, design an automated spraying machine based on site conditions to achieve automated, efficient, and environmentally friendly spraying operations for anode carbon blocks.
Spraying Construction Method - Manual Spraying
Dirty, Disorganized, and Poor Spraying Site : 1. Pollutes the working environment; 2. Generates a lot of dust
Low Spraying Efficiency: Low efficiency, unable to meet industrial needs.
Many Spraying Personnel: For a capacity of 1 million, 1,200 anodes, more than 20 personnel are required for three-shift operations.
High Labor Intensity for Spraying Personnel: The labor intensity of spraying operations is relatively high.
Unstable spray coating quality: Spray coating quality is influenced by factors such as employee operation and equipment performance.
Cumbersome planning: Specialized personnel are required for regular procurement.
High cost of spray coating operations: High labour costs, significant equipment expenses, severe material waste, substantial environmental protection treatment costs, and large floor space requirements contribute to higher costs.
Numerous interfering factors
Solution - Lv Tianhe Automatic Spray Coating Robot
Spray coating speed: 70-80 pieces per hour, with approximately 500 pieces coated in an 8-hour shift;
Automation: Enables automated spray coating, ensuring uniform and stable quality.
Advantages of Automatic Spray Coating Robot
Environmentally friendly:
1. Clean spray coating site;
2. Dust collection, no pollution, no splashing;
High spray coating efficiency:
High efficiency in automatic spray coating, with 600-700 pieces coated per shift, fully meeting industrial needs.
Labour-saving:
For a 1 million mt electrolytic aluminum capacity, nearly 1,200 anodes need to be processed daily, requiring a total of 3-6 personnel for two shifts.
Low labour intensity for spray coating personnel:
High degree of automation significantly reduces labour intensity.
Stable spray coating quality:
Automated spray coating ensures stable quality; stable equipment performance.
Turnkey project, comprehensive solution:
Party B is responsible for providing raw materials, equipment, spray coating services, and comprehensive follow-up services throughout the application process, alleviating customers' concerns and allowing them to "sit back and enjoy the benefits."
Low cost of spray coating operations:
Reduced labour, high equipment efficiency, long service life, low energy consumption, no material waste, and small floor space requirements.
Ensuring effectiveness:
Comprehensive control over the use effectiveness of raw materials, equipment, and the spray coating process to ensure optimal results.
Advantages of Lv Tianhe's Carbon-Saving Technology Solution for Electrolytic Aluminum Anodes
Product quality advantages: Highest anti-oxidation efficiency and best carbon-saving effect;
Raw material advantages: Possesses the entire process from basic raw materials to functional ceramic coating materials;
Production line; equipment advantages: Possesses R&D and design capabilities for automated and intelligent spray coating equipment.
Product Performance and Detection Standards
Characteristics of Lv Tianhe's Carbon-Saving Technology Solution for Electrolytic Aluminum Anodes
Extending anode cycle by 1-2 days: Can extend the cycle by 1-2 days, reducing carbon residue and anode changes, and improving current efficiency.
Curing and densification at room temperature: Natural film formation, curing, no sintering required, no cracking; the coating remains dense at 0-900°C.
Green and environmentally friendly: The main component is alumina, and all auxiliary components are safe and environmentally friendly inorganic raw materials, non-corrosive, with no organic volatility, and do not affect the quality of primary aluminum or the electrolyte composition.
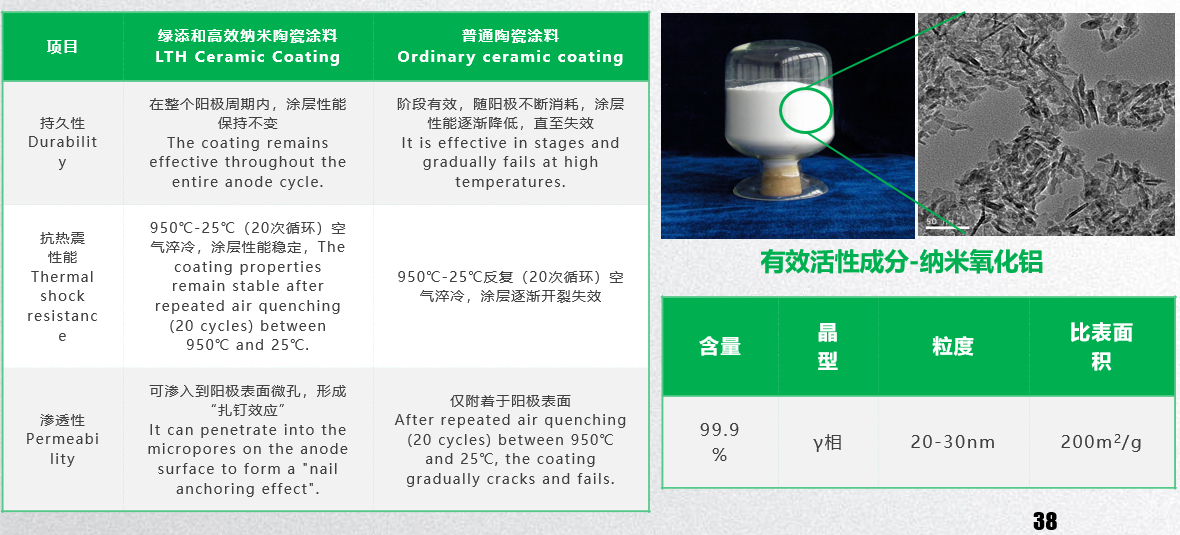
Basic properties of LTH-nano ceramic coating

Oxidation resistance performance - Laboratory detection
Excellent oxidation resistance; after 7 hours of oxidation at 900°C, no oxidation occurred at the coated area.
Strong bonding with carbonaceous materials, no cracking, no peeling, and excellent thermal shock resistance.
Oxidation resistance performance - Laboratory detection
Oxidation in air atmosphere at 900°C (up to 720 hours of high-temperature oxidation testing, no oxidation).
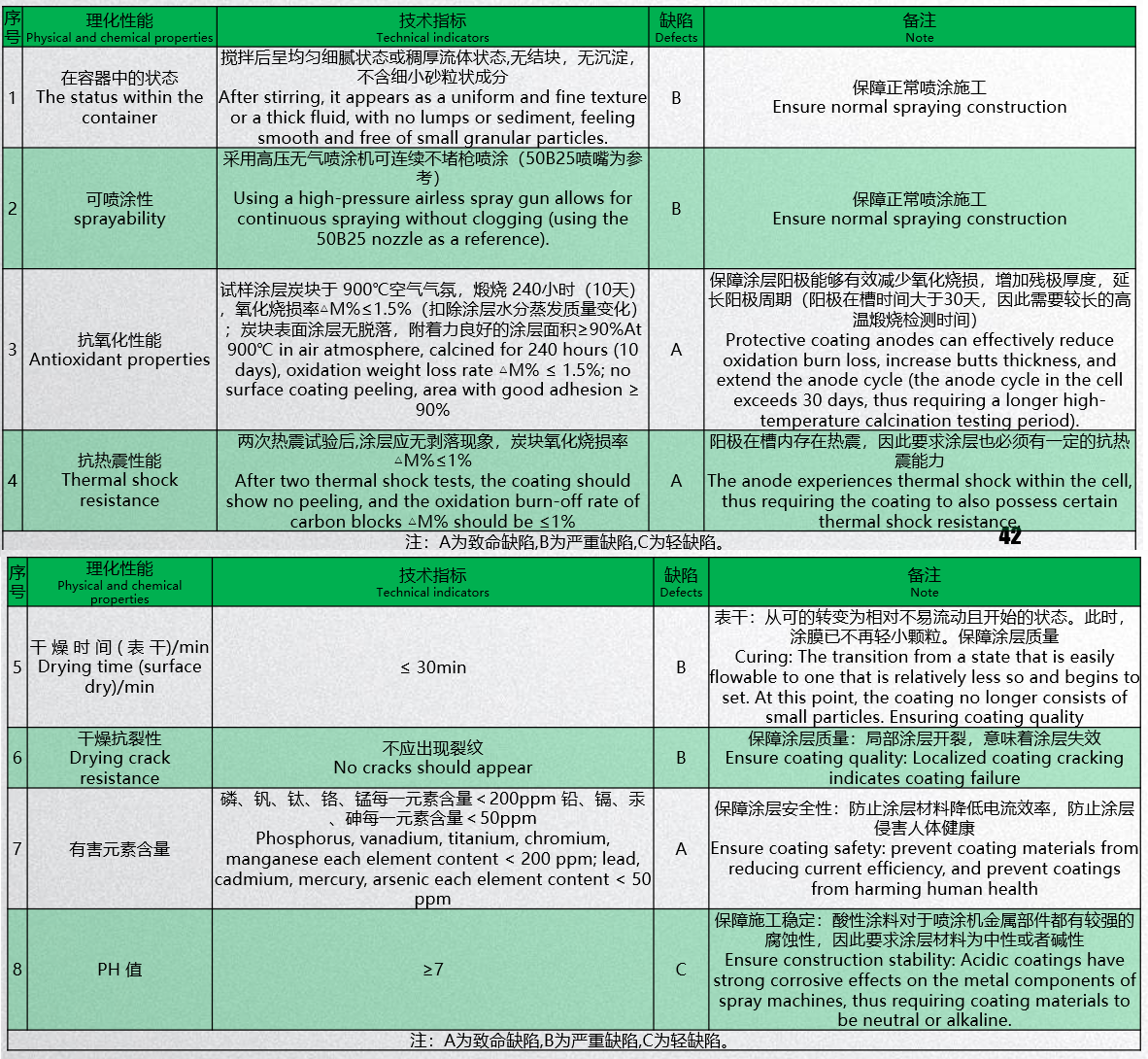
Performance testing standards
Oxidation of anode steel claws

Surface corrosion mechanism of anode steel claws
Iron oxides have a solid-state ionic crystal structure, while the iron surface oxide layer exhibits semiconductor properties of different types, so the iron oxidation process is essentially an electrochemical reaction.
Losses caused by oxidation of steel claws
1. The main sources of Si and Fe are from four raw materials: alumina, aluminum fluoride, anode covering material, and carbon anode.
2. The Fe content directly and indirectly introduced by oxidation of steel claws accounts for up to 60%.
Losses caused by corrosion of anode steel claws in an enterprise with a 400,000 mt capacity of electrolytic aluminum:
1. It is estimated that approximately 60% (550-650 ppm) of the Fe in the molten aluminum originates from the corrosion of steel claws and eventually enters the molten aluminum.
2. Due to the oxidation of steel claws, more than 10,000 steel claws are scrapped annually, with repair costs exceeding 10 million yuan.
3. The diameter of the steel claws decreases from 18 cm to 14 cm due to oxidation, resulting in an increase of approximately 25 mv in the voltage drop of the steel claws and an increase of 82.5 kW·h in electricity consumption per ton of aluminum.
Technical characteristics of the anti-oxidation coating for anode steel claws
Technical characteristics of this coating:
Resistant to high-temperature vapor corrosion of fluorides and HF gas;
Similar coefficient of thermal expansion to steel claws, not prone to cracking;
Strong bonding with steel claws, not prone to peeling;
Self-healing ability at high temperatures;
Low vapor pressure at high temperatures, with minimal coating volatilization loss;
Capable of sintering and densification at lower temperatures.
Effect of the steel claw coating
Application method:
1. Steel claw cleaning: Remove residual adhesions from the surface of the steel claws;
2. Application: Brushing or spraying, at a rate of 1 kg/m²;
3. After brushing, allow to dry naturally for 8 hours before putting into use.
Note: Ensure the surface of the steel stub is clean before painting; otherwise, the coating effect will be compromised.
Coating Effect on Steel Stub
Six consecutive cycles of oxidation test:
1. The surface of the coated steel stub appears metallic gray, smooth, without nodules or significant oxidation;
2. The surface of the uncoated steel stub develops iron oxide scale nodules, and after removing the nodules, oxidation pits are visible on the surface;
3. The average oxidation corrosion rate of the steel stub is reduced by over 80% after applying the coating.
Benefits of Anti-oxidation Coating for Steel Stub
1. Generally, the use of anti-oxidation coating can reduce oxidation of the steel stub by over 80%;
2. After applying the anti-oxidation coating for steel stubs, the service life of the steel stubs is extended by more than two times, saving 9 million yuan annually in steel stub maintenance costs;
3. The oxidation rate of the steel stub is reduced, significantly decreasing the iron content entering the primary aluminum, improving the quality of primary aluminum, increasing the yield of 99.85 primary aluminum, and generating an additional benefit of over 9 million yuan.
Economic Benefits of Industrial Application
The adoption of the company's carbon-saving technology solution for electrolytic aluminum anodes generally reduces anode consumption by 3-6%, extends the anode cycle by up to two days, and reduces the gross anode consumption per ton of aluminum by over 15 kg. The economic benefits are calculated based on an electrolytic aluminum production capacity of 1 million mt.
Reduction in Net Anode Consumption:15 kg C/t-Al × 1,000,000 t-Al/year = 15,000 t C/year; 15,000 t C/year × $930/t-C = $14,000,000/year
Reduction in Carbon Residue in Electrolyte:The amount of carbon residue is reduced by over 50%, decreasing electrolyte loss: The amount of carbon residue skimmed is nearly 5,000 t/year. A 50% reduction in carbon residue skimming amounts to 2,500 t of carbon residue. The carbon content in the carbon residue is approximately 20%, and the electrolyte content is as high as 80%, resulting in a reduction of 2,000 mt of electrolyte loss, equivalent to $1 million/year.
Reduction in Carbon Dioxide Emissions:By reducing anode oxidation and burn-off, carbon dioxide emissions are reduced by 50,000 mt annually;
Conversion Benefits of Alumina Component in the Coating:The main component of the anti-oxidation coating is alumina, which enters the electrolyte as a raw material and is ultimately converted into metallic aluminum. The value of the raw material is equivalent to $1 million/year.
Reduction in Anode Replacement Quantity and Workload:Extending the anode cycle by two days can reduce anode replacement operations by 15,000 anodes annually.
Hidden Economic Benefits of Enhanced Electrolytic Cell Stability:After applying the anode anti-oxidation nano-ceramic coating, anode oxidation is reduced, the carbon residue content in the electrolyte is decreased, thereby reducing the electrolyte resistivity and power consumption, and improving cell conditions. Meanwhile, the anode's conductive cross-sectional area is increased, reducing the current density, which in turn lowers the cell voltage and enhances the operational stability of the electrolytic cell. The current efficiency is increased by over 0.5%, the DC power consumption is reduced by over 100 kW·h, and the economic benefit is 50 million yuan.
Comprehensive investment in anti-oxidation technology: We provide customers with a full range of services, including coating materials, automated spraying equipment, spraying services, and application effect guarantees, to address their concerns and ensure they achieve cost savings. Party B will receive 50% of the total cost savings as technical service fees.
Comprehensive benefits created for customers
By adopting the anode carbon-saving technology of Lvtianhe Company, an aluminum enterprise with a capacity of 1 million mt of electrolytic aluminum can achieve an annual economic benefit of 10 million US dollars.
Click to view the special report on the 2025 Indonesia Mining Conference & Critical Metals Conference.



